铜和钢可以焊接在一起吗
- 来源:
- 郑州金之缕不锈钢有限公司
- 发布时间:
- 2021-04-12 17:36:26
- 郑州金之缕不锈钢
摘要:众所周知,铜和钢(铁)是不同的金属。铜的导热系数是普通碳钢的导热系数的7至11倍,并且难以达到熔化温度。铜熔化时,表面张力低于铁的1 3
- 焊接热裂纹。
- 晶间渗透和渗透开裂。
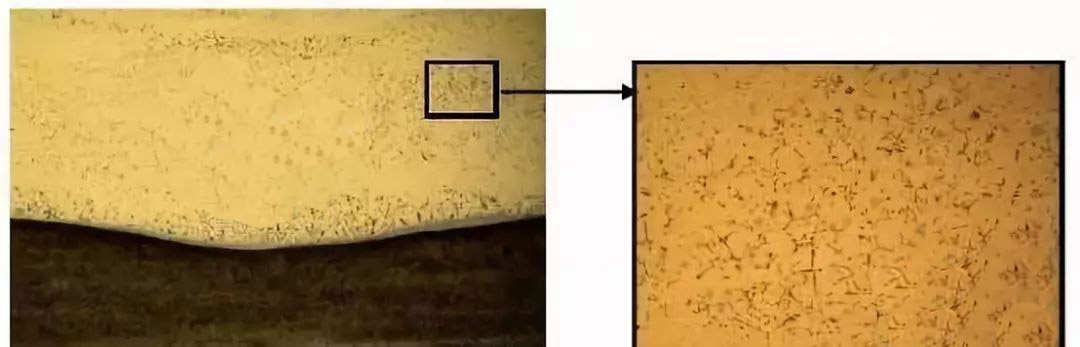
这通常发生在钢质侧基焊缝附近的区域。数据表明,向含有Ni,Al和Si的铜合金或焊缝中添加Mn,Ti,V等元素可有效降低熔深裂纹的趋势。例如,如果Ni含量超过16%(质量分数),则不会发生渗透裂纹,并且会严重渗透到含锡青铜中。此外,钢的微观结构(例如液态铜)也会渗透到奥氏体而不是铁素体中。因此,单相奥氏体钢易于渗透开裂,但不影响奥氏体-铁素体双相钢。
- 大部分多云
 通常认为,由于焊缝中的铁含量高,焊缝中的铸件过多。当无限大溶液中的液态金属在高温下固化成固体时,Fe的溶解度会显着降低,从而在焊缝中形成雾度,从而影响焊缝的性能。
通常认为,由于焊缝中的铁含量高,焊缝中的铸件过多。当无限大溶液中的液态金属在高温下固化成固体时,Fe的溶解度会显着降低,从而在焊缝中形成雾度,从而影响焊缝的性能。
但是,由于钢和铜具有相似的晶格类型,晶格常数和原子半径,因此可以使用特殊的焊接技术将它们彼此焊接。当焊接中的Fe为0.2%-1.1%时,认为焊接组织为耐裂纹性差的α相。随着铁含量的增加,焊缝呈具有最佳抗裂性能的α+ε三相结构,特别是当铁的质量分数为10%-43%时。你知道如何焊接不锈钢和铜吗?
手工电弧焊,氩弧焊和气体保护焊可以焊接钢,铜及其合金。由于镍基焊缝具有很强的抗裂性,因此建议使用纯镍或含铜的镍基合金来沉积过渡层。镍元素可以显着减少或去除铜和铜合金可渗透钢,从而有助于消除热影响区的可渗透裂纹。在该实验中,以300mm×150mm×5mm的纯铜C11700铜板A 106为例。在过渡层的表面处理之后,硅锰青铜线201和线202可以用作填充金属材料以增强熔池的脱氧。
步骤1.清洗并抛光铜和钢金属基材表面的氧化膜和油渍后,将铜侧槽加工至40°侧,表面粗糙度Ra为0.8m至1.0m。
步骤2.在箱式炉中加热铜和钢金属基材。加热温度为400℃〜500℃,并保持30分钟〜45分钟。
步骤3,通过钨极氩弧焊(TIG)在铜板和碳钢板基板上填充S201红铜丝,并通过点焊固定。之后,通过熔融结合和铜焊将铜板连接起来,并将电弧移至铜侧的基板上(电弧偏差为10°至25°)。参数:电流140A〜160A,电压8V〜10V,保护气体He〜Ar混合气,气体流量15L / min;在He〜Ar的混合物中,He与Ar的体积比为8:2。
步骤4.用钢丝刷清洁焊接接头,直到用金属刷完成焊接为止。

这种铜和钢的焊接方法采用He〜Ar高能保护气体来集中线能量,以缩短高温在熔池中的停留时间,并防止基材过度熔化,从而使铜和钢完全混合。,扩散并增加了界面处的铜含量,导致钢面不断渗入并形成低熔点的低共熔热裂纹。
同时,高能保护气体的He〜Ar混合物还可以抑制氧和铜的结合,从而抑制铜界面处氧化物颗粒的形成并防止裂纹的形成。另外,在焊接过程中,电弧侧朝向铜侧倾斜以防止钢侧熔化,并且形成熔融和钎焊接头以防止熔融铜过度渗入钢侧并形成。渗透裂纹可减少热裂纹区域的高温作用时间,并提高焊接接头的可塑性和韧性。
关键词:郑州不锈钢加工



